







Pengenalan langkah operasi produk
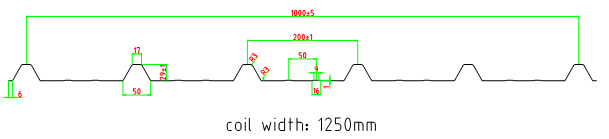
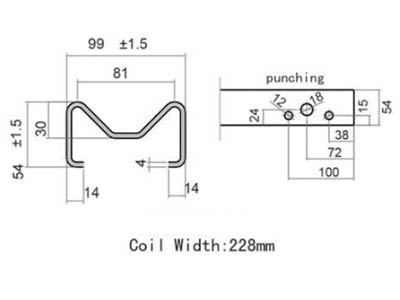
Lukisan profil:
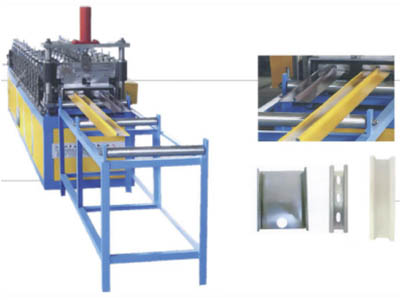
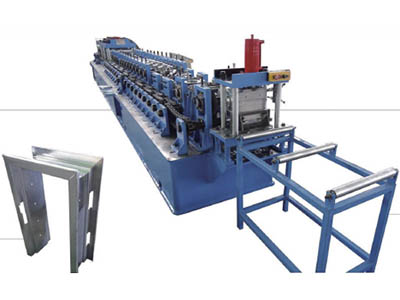
Carta aliran proses:

10T Hydraulic Uncoiler—Roll Forming—Track cutting—Auto stacker
Parameter produk
| 1 | Lebar gegelung | 1250mm |
| 2 | Kelajuan Berguling | 0-35m/min |
| 3 | Ketebalan Berguling | 0.3-0.8mm |
| 4 | Sistem Kawalan | PLC (Panasonic) sebagai senarai dalam nota |
| 5 | Un Coiler | Penyahgegelung hidraulik 5T |
| 6 | Stesen Roller | 20 stesen |
| 7 | Bahan Penggelek | ASTM1045 permukaan bersalut krom dengan krom |
| 8 | Bahan Aci dan DIA | ¢76mm bahan: 45# dengan pelindapkejutan dan pembajaan |
| 9 | Potong trek selepas | Mesin utama tidak akan berhenti apabila memotong, motor servo 2.9kw |
| 10 | Kuasa Motor Maim | 15kw |
| 11 | Kuasa Stesen Hidraulik | 5.5kw dengan tangki simpanan dan sistem penyejukan udara |
| 12 | Tekanan Hidraulik | 12-16Mpa boleh laras |
| 13 | Bahan Memotong | CR12dengan rawatan haba |
| 14 | Struktur Stesen | Tuang besi |
| 15 | Toleransi | 3m+-1.5mm |
| 16 | Sumber Elektrik | 380V, 50HZ, 3 fasaMengikut keperluan pelanggan |
| 17 | Cara Memandu | Dengan kotak gear |
Produk berkaitan




Pembentukan K-Span
Mesin
Mesin Pembentuk Paip Bawah
Pembentukan Longkang
Mesin
Mesin Pembentuk Permatang CAP

STUD Membentuk
Mesin
Mesin Pembentuk Kerangka Pintu
M Purlin Membentuk
Mesin
Mesin Pembentuk Rel Pengawal
Pembungkusan & Penghantaran
Butiran Pembungkusan:
Mesin Pembentuk Roll Panel Bumbung
1. Mesin dimuatkan bogel di dalam bekas
2. Kotak kawalan elektrik dibungkus oleh filem pelindung
3. Semua alat ganti dimasukkan ke dalam kotak kayu